-
Twój koszyk jest pusty!
Kształt grotu jest krytycznym czynnikiem podczas lutowania, ponieważ może mieć duży wpływ na wydajność lutowania.
Jak wybrać odpowiedni kształt/rozmiar grotu lutowniczego, można dowiedzieć się z przykładów lutowania podzespołów elektronicznych.

1. Podstawy wyboru grotu lutowniczego
Należy wziąć pod uwagę pojemność cieplną P.W.B. i komponentów elektrycznych (rozmiar i kształt).
Ważne jest, aby wybrać grot lutowniczy o wystarczającej masie termicznej dla płyt i komponentów oraz szerokim obszarze styku, aby skutecznie przenosić ciepło do punktu lutowniczego.
Należy dokładnie rozważyć rozmiar i kształt P.W.B. i komponentów pod kątem ich masy termicznej i wybrać grot lutowniczy, który dobrze do nich pasuje.
Należy pamiętać, aby nie wybierać grotu, który jest zbyt duży w stosunku do średnicy płytki.

Im większa powierzchnia styku, tym bardziej efektywne przekazywanie ciepła.

Im mniejsza powierzchnia styku, tym mniej efektywna wymiana ciepła.

⚠ Jeśli końcówka jest większa niż grunt, może ona uszkodzić grunt poprzez przegrzanie.
2. Zawężenie kształtu i rozmiaru końcówki
Następnie należy zawęzić kształt i rozmiar grotu pod kątem przydatności do pracy.
Ważne jest, aby zrozumieć warunki lutowania, takie jak "przestrzeń lutownicza jest bardzo wąska", "obok obszaru lutowania znajduje się wysoki element" i "element z dużą tendencją do występowania mostków lutowniczych", przy wyborze odpowiedniego grotu.
Wąska przestrzeń z sąsiadującymi komponentami
Wysoki element obok elementów lutowniczych
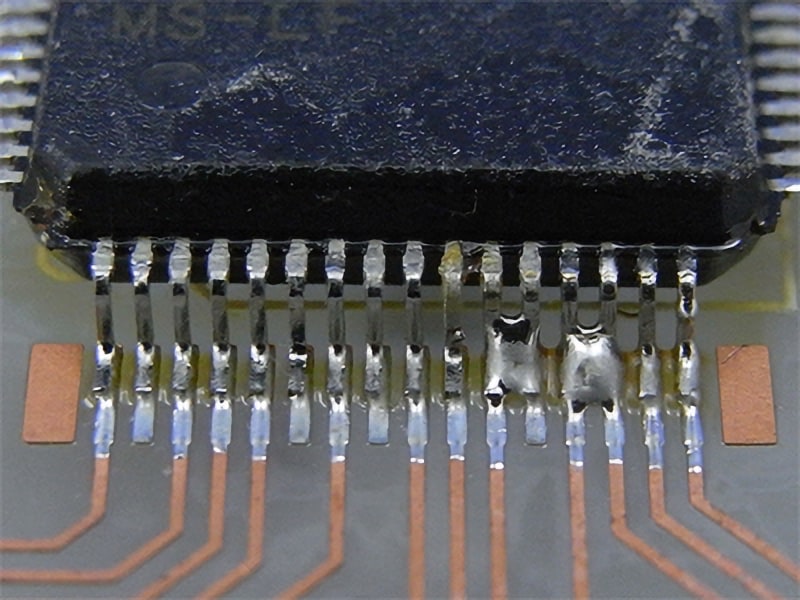
Wysoka tendencja do powstawania mostków lutowniczych
3. Wybierz grot lutowniczy, z którym czujesz się komfortowo.
Po zawężeniu kształtu i rozmiaru końcówki, biorąc pod uwagę pojemność cieplną P.W.B. i komponenty elektryczne (rozmiar i kształt), ostatecznie wybierz ten, który uważasz za wygodny w użyciu.
☛ Jeśli często dochodzi do usterek lutowania przy użyciu wybranego grotu, może być konieczne ponowne wybranie grotu od początku lub sprawdzenie jednostki lutowniczej.
Cechy każdego kształtu końcówki

Kształt B
Kształt B ma stożkową końcówkę przypominającą ołówek.
Przydaje się do różnych prac, wykorzystując różne obszary powierzchni końcówki.
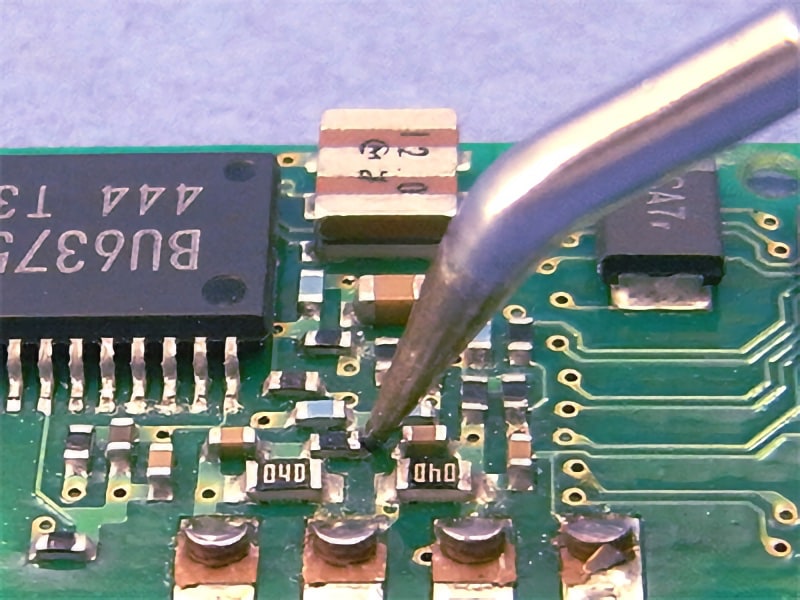
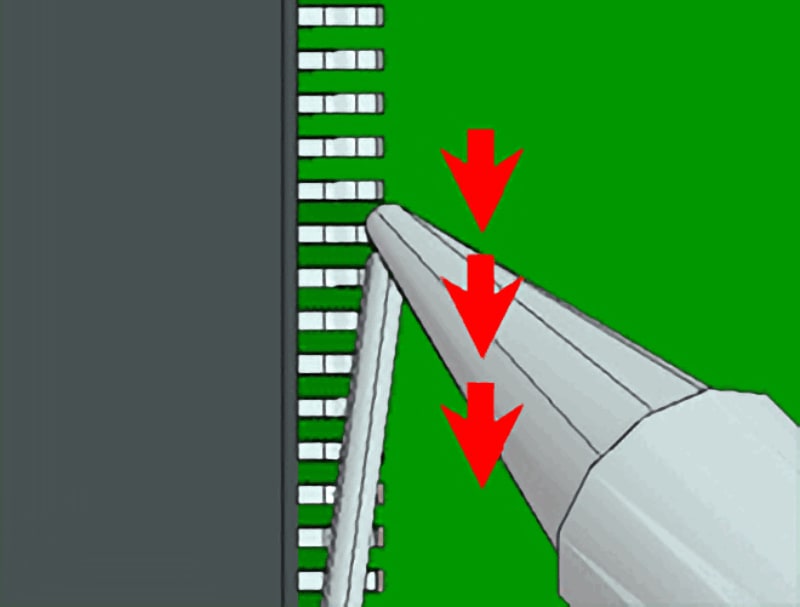
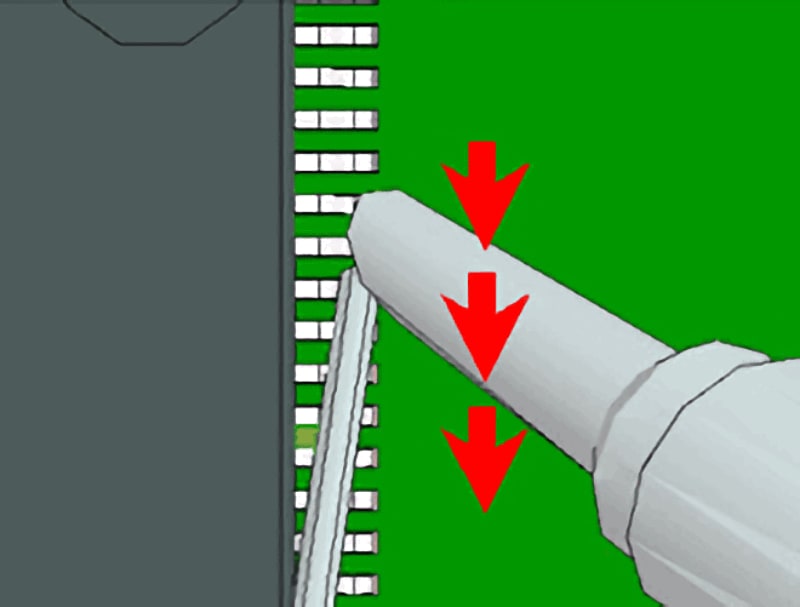
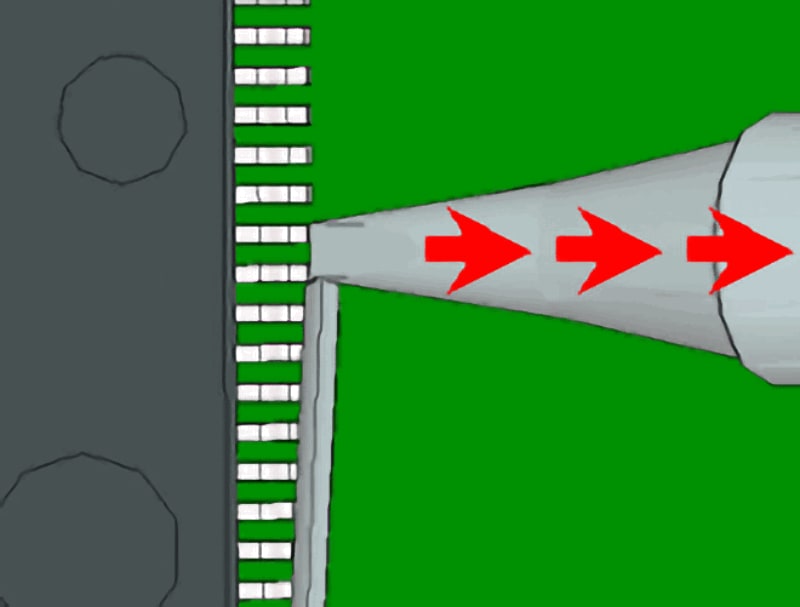
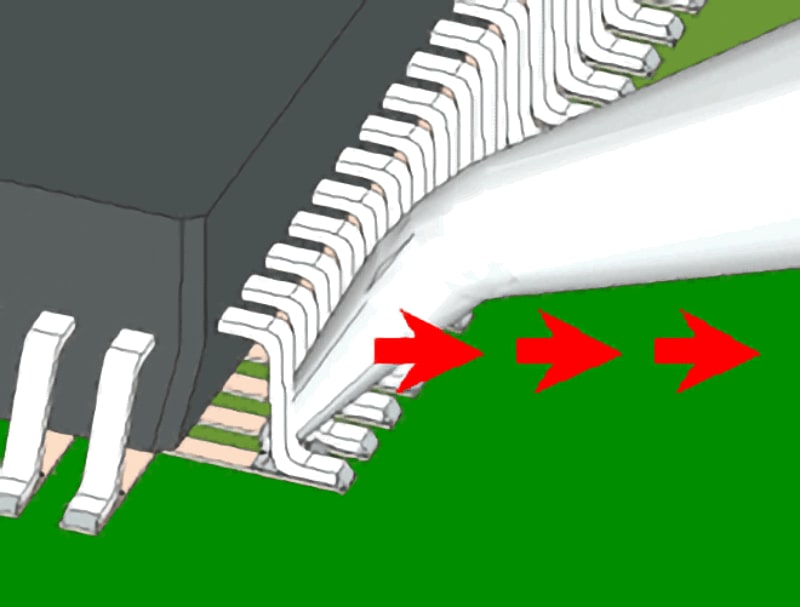
Lutowanie elementu układu scalonego
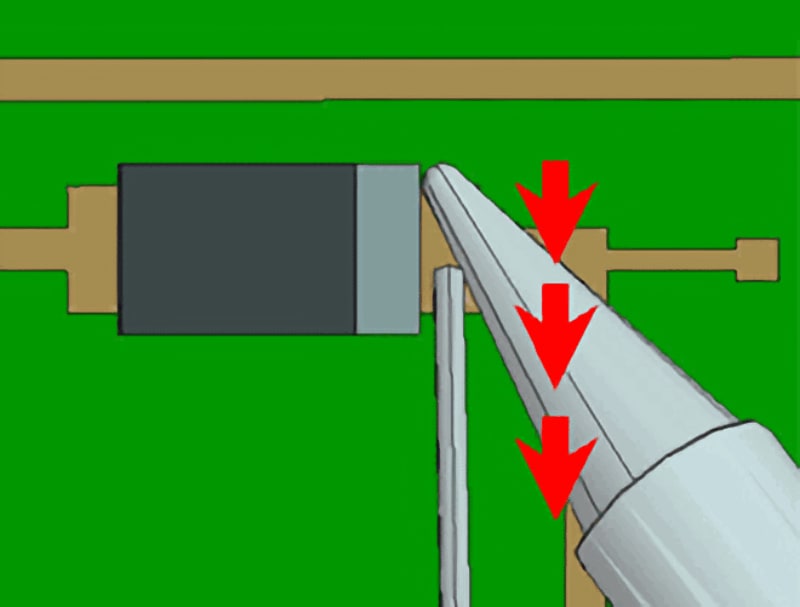
Przyłóż końcówkę do gruntu i powoli przesuwaj ją w kierunku wskazanym przez czerwone strzałki, jednocześnie podając lut.
Obejrzyj wideo
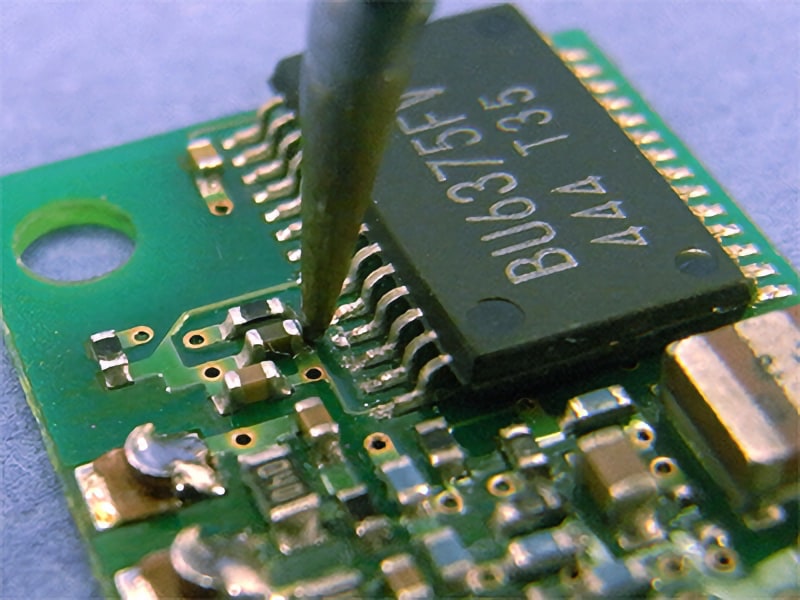
Lutowanie ciągnące
Przyłóż końcówkę do wyprowadzeń i powoli przeciągaj ją w kierunku wskazanym przez czerwone strzałki, jednocześnie podając lut.
Obejrzyj wideo


Kształt BC/C
Kształt BC/C przypomina stożkowy/cylindryczny trzon z ukośnym ścięciem.
Główną cechą jest jego grubość zapewniająca dużą masę termiczną, a ścięta powierzchnia jest idealna do lutowania.
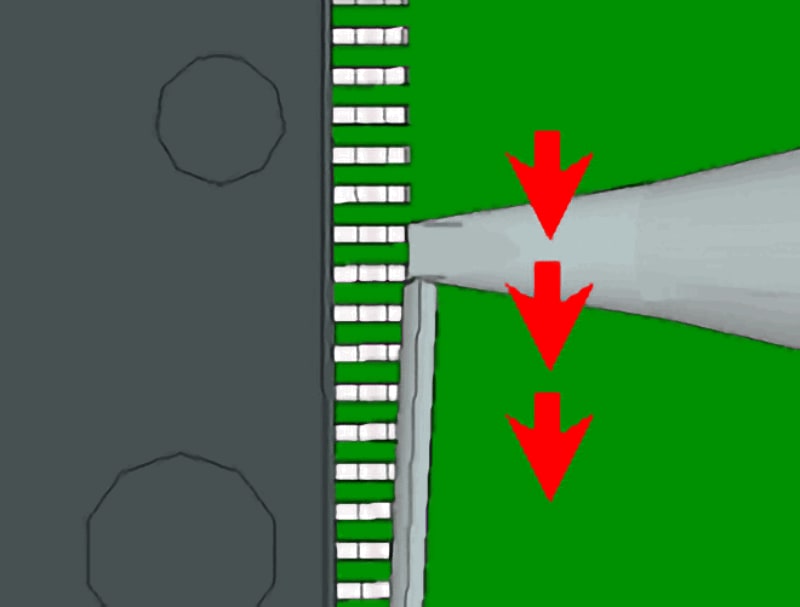
Lutowanie elementu układu scalonego
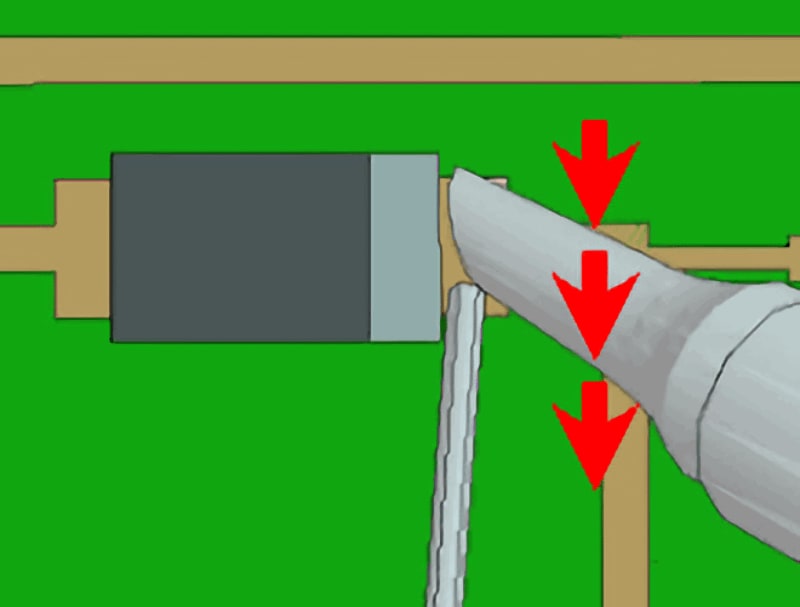
Przyłóż wyciętą powierzchnię do podłoża i powoli przesuwaj w kierunku czerwonych strzałek, podając lutowie.
Obejrzyj wideo
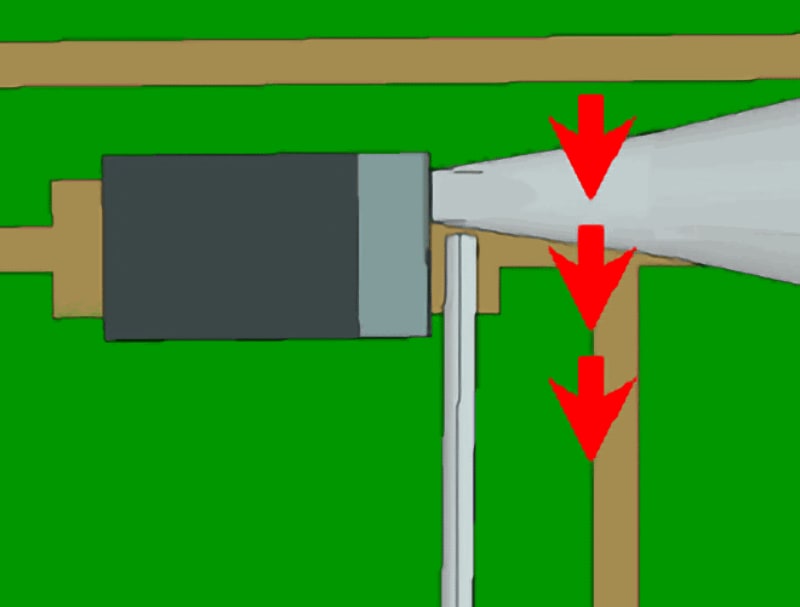
Cynowanie wstępne na drucie ołowianym
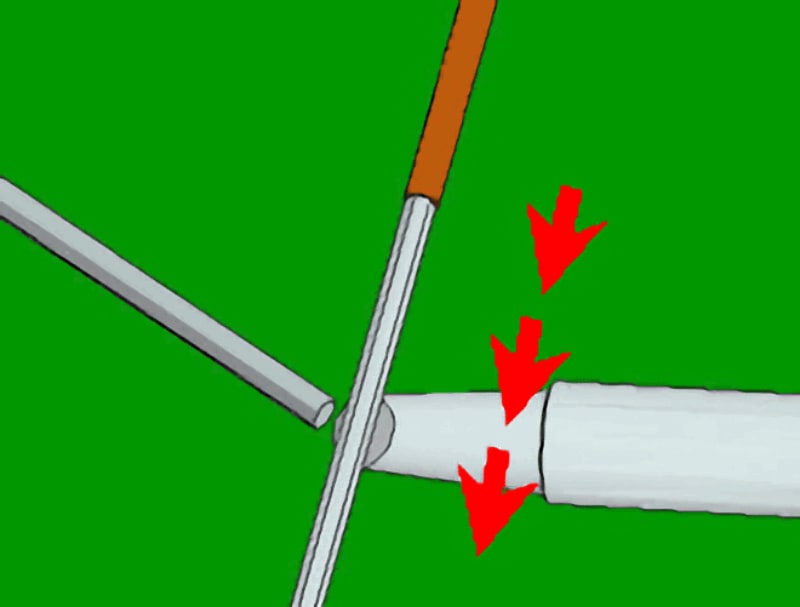
Przyłóż naciętą powierzchnię do przewodu ołowiowego i powoli przesuwaj wzdłuż przewodu, podając lut.
Obejrzyj wideo
Usuwanie izolacji cewki
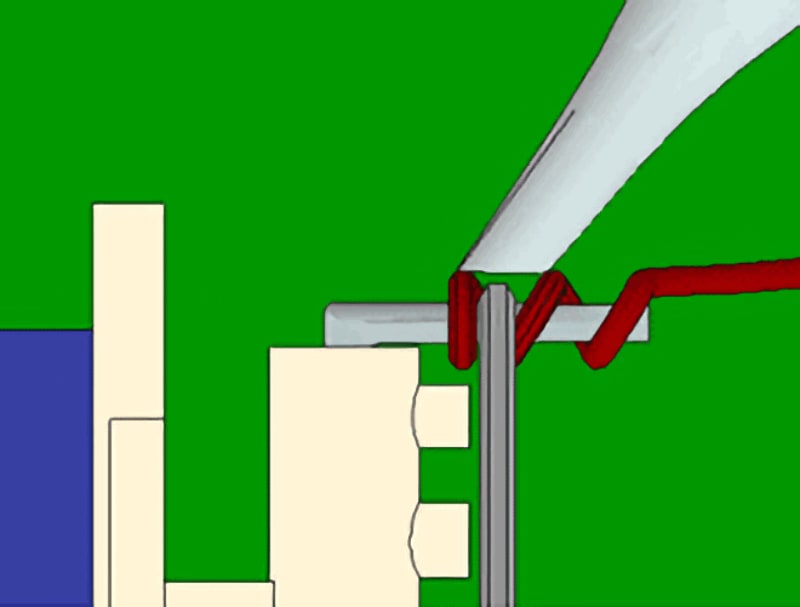
Przyłóż przyciętą powierzchnię do cewki i zacisku, aby podgrzać je jednocześnie i podać lut.
Obejrzyj wideo


Kształt BCF/CF
Kształt BCF/CF jest podobny do kształtu BC/B, ale jest cynowany tylko na powierzchni cięcia.
Ponieważ lut nie dochodzi do strony końcówki, są one bardziej przydatne niż BC/C podczas lutowania z sąsiednimi komponentami.
Kształt BC/C
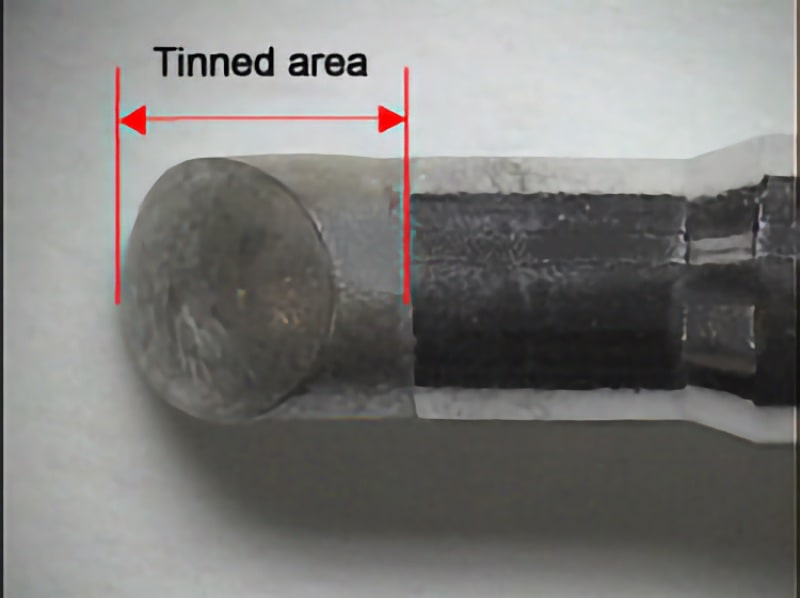
Cecha
Końcówki są cynowane w określonym obszarze końcówki, jak pokazano na poniższym rysunku.
Zalecane zastosowanie
- Lutowanie przy dużych obciążeniach
- Pomiędzy poszczególnymi komponentami jest wystarczająco dużo miejsca
Kształt BCF/CF

Cecha
Końcówki są cynowane tylko na powierzchni.
Zalecane użycie
- Komponenty są gęste
- Istnieje ryzyko powstania mostka lutowniczego
Obejrzyj wideo

Kształt BCM/CM
Kształt BCM/CM jest podobny do kształtu BC/C, ale ma wgniecenie na powierzchni cięcia.
Nadają się do lutowania z przeciąganiem, ponieważ napięcie powierzchniowe lutowia we wgłębieniu pomaga zapobiegać mostkowaniu lutowia.
Lutowanie ciągnące
Powoli przesuwaj grot w kierunku wskazanym przez czerwone strzałki, jednocześnie doprowadzając lut do wgniecenia.
Obejrzyj wideo

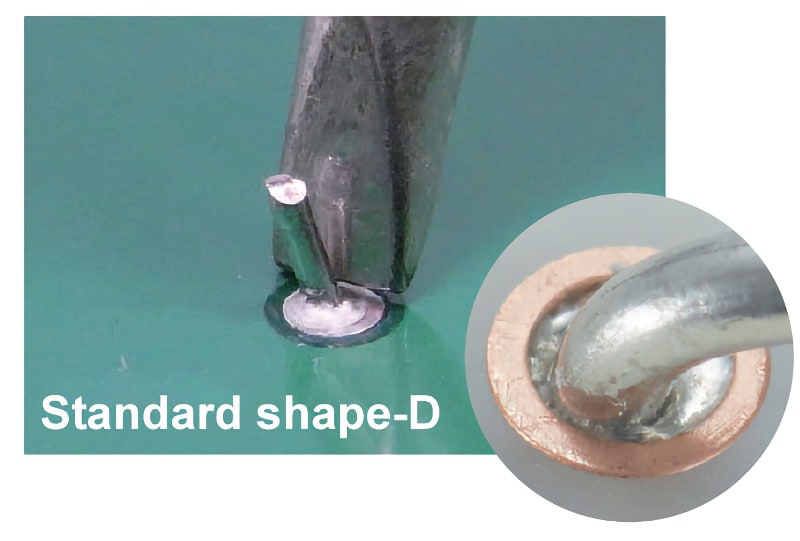
Kształt D
Kształt D jest podobny do płaskiego śrubokręta.
Ma szerszy obszar styku niż kształt B, dlatego nadaje się do lutowania komponentów chipowych i lutowania z przeciąganiem.
Lutowanie elementu układu scalonego
Przyłóż końcówkę grotu do gruntu i powoli przeciągaj w kierunku wskazanym przez czerwone strzałki, jednocześnie podając lut.
Obejrzyj wideo
Lutowanie ciągnące
Przyłóż końcówkę do przewodów i powoli przeciągnij w kierunku wskazanym przez czerwone strzałki.
Obejrzyj wideo
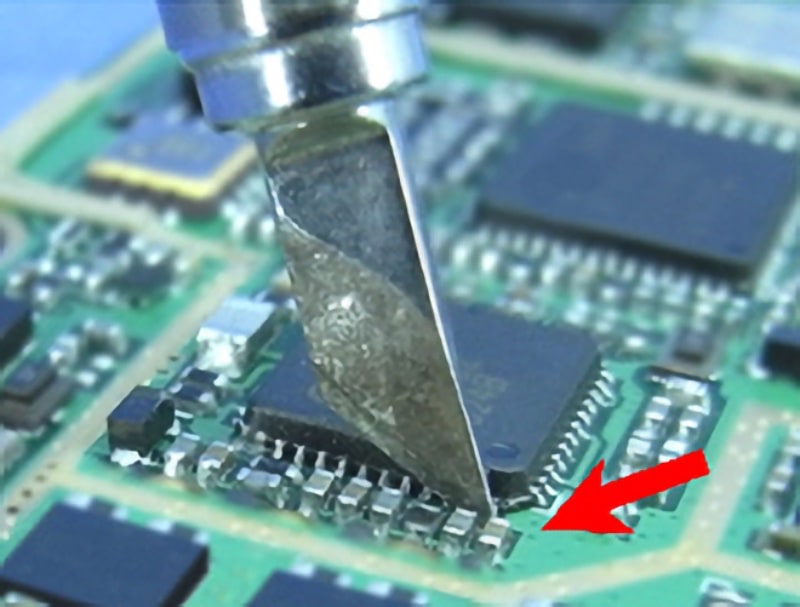
Lutowanie punktowe
(QFP) Przyłóż końcówkę do wyprowadzeń i powoli przeciągnij w kierunku wskazanym przez czerwone strzałki.
Obejrzyj wideo

Kształt I
Kształt I ma stożkową końcówkę jak kształt B, ale jest znacznie cieńszy.
Nadaje się do lutowania drobnych elementów i w wąskich przestrzeniach.
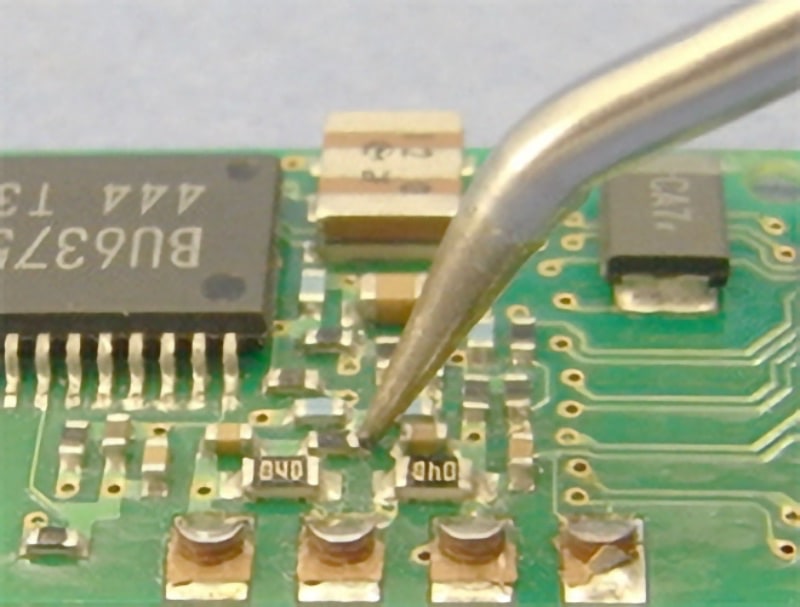
Lutowanie drobnych komponentów
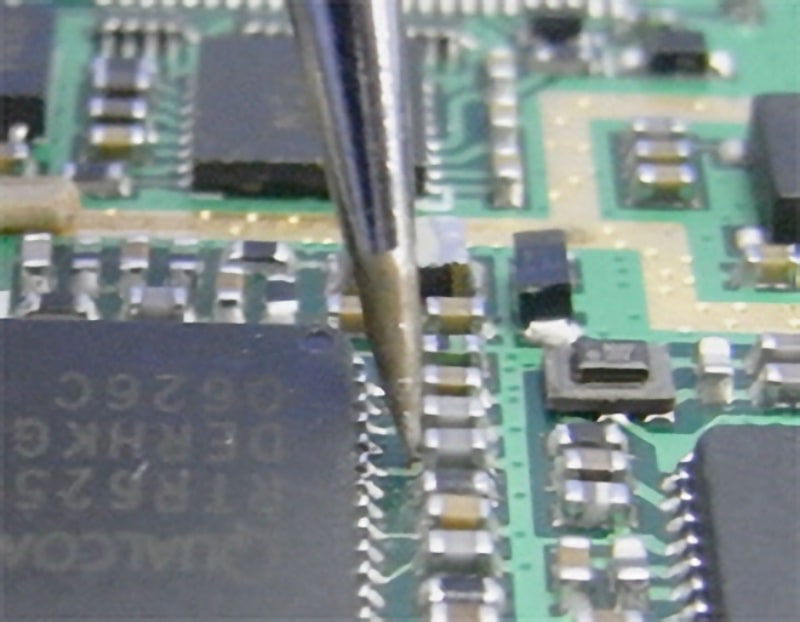
Wąska końcówka ułatwia lutowanie drobnych elementów.
Lutowanie w wąskich przestrzeniach
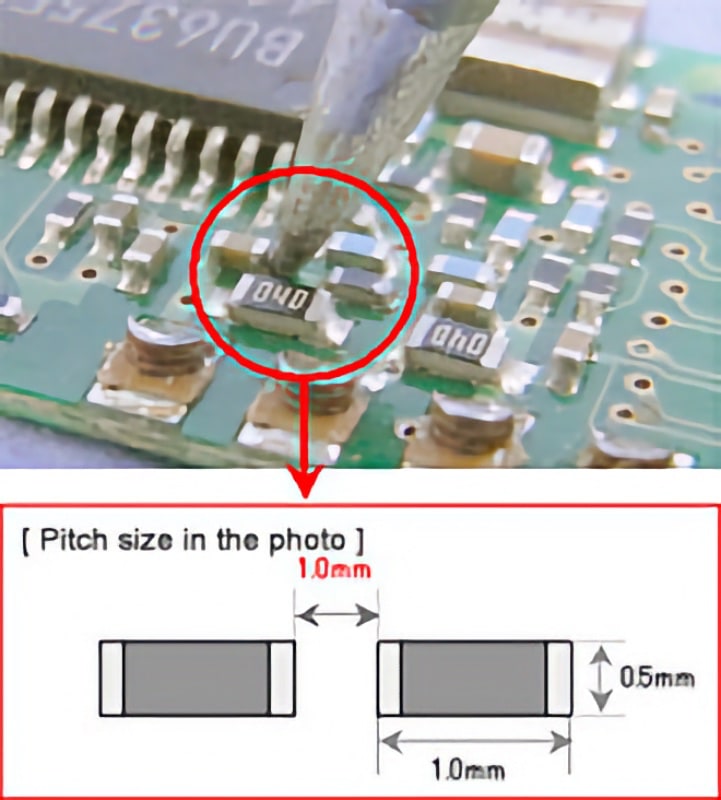
Łatwo jest pracować z kształtem I dla wąskich boisk, gdzie końcówka kształtu B styka się z pobliskimi komponentami.


Kształt J
Kształt J jest wygiętym typem kształtu I lub D.
Groty Shape J są dobre do lutowania w przeciąganiu z zagiętym obszarem, a także do lutowania w wąskich przestrzeniach.
Lutowanie ciągnące
Powoli przeciągnij grot lutowniczy, używając dolnej powierzchni końcówki grotu.
Obejrzyj wideo
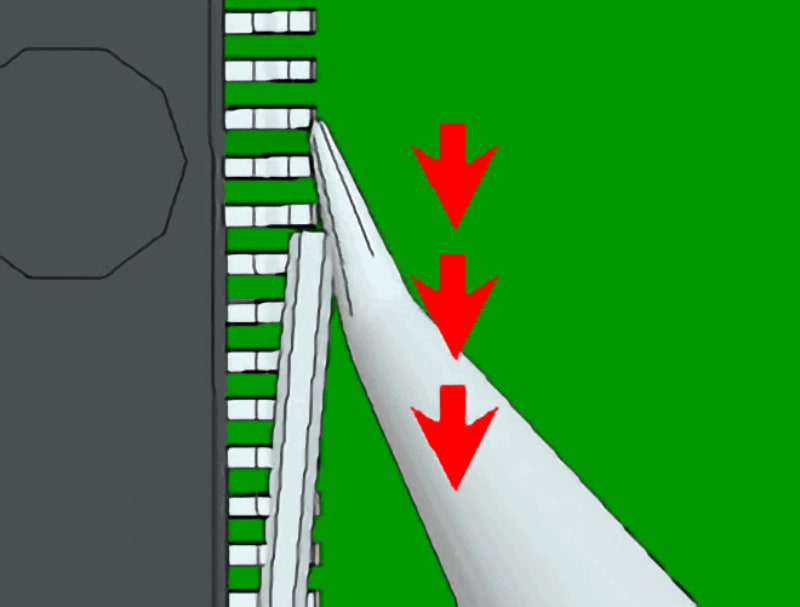
Naprawianie mostka lutowniczego
Jeśli jest trochę lutu, trzymaj końcówkę pionowo i przesuń ją w kierunku czerwonych strzałek.
Obejrzyj wideo
Jeśli lutu jest zbyt dużo, przyłóż dolną powierzchnię grotu do obszaru mostkowania i przeciągnij w kierunku wskazanym przez czerwone strzałki.
Obejrzyj wideo
Lutowanie w wąskich przestrzeniach
Kształt J umożliwia utrzymanie rękojeści pod naturalnym kątem.

Kształt K
Kształt K jest podobny do ostrza noża.
Dobrze nadaje się do lutowania w przeciągu, jeśli ostrze noża jest ułożone w dół, a także do lutowania małych elementów w wąskich przestrzeniach, jeśli ostrze jest ustawione prosto.
Lutowanie ciągnące

(QFP) Połóż ostrze i powoli przeciągnij w kierunku wskazywanym przez czerwone strzałki.
Obejrzyj wideo
Lutowanie w wąskich przestrzeniach
Umieść krawędź ostrza na wyprowadzeniach układu scalonego.


Ze szczeliną (wklęsłą)/rowkiem w kształcie litery V
Grot lutowniczy z wklęśnięciem na górze.
Skutecznie podgrzewa on powierzchnię i wyprowadzenia elementów przewlekanych, tworząc większy obszar styku z wklęsłością.
Pozwala to uniknąć niewystarczającego wypełnienia PTH.
Niewystarczające wypełnienie PTH
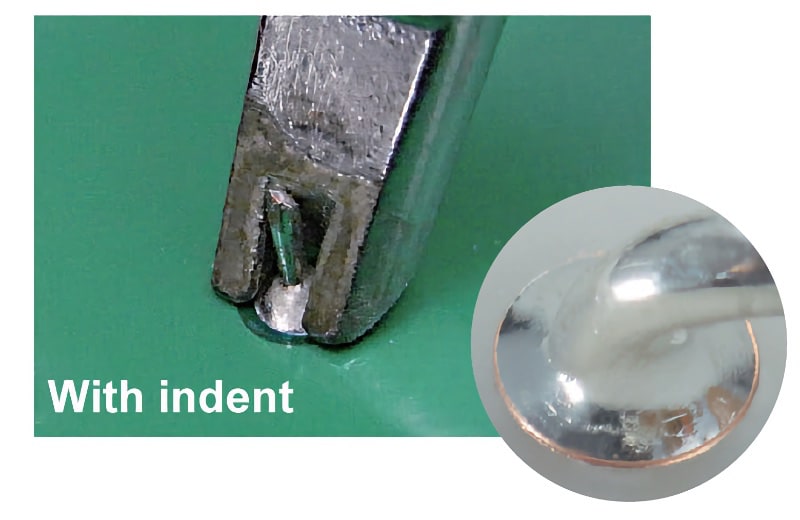
Wystarczające wypełnienie PTH

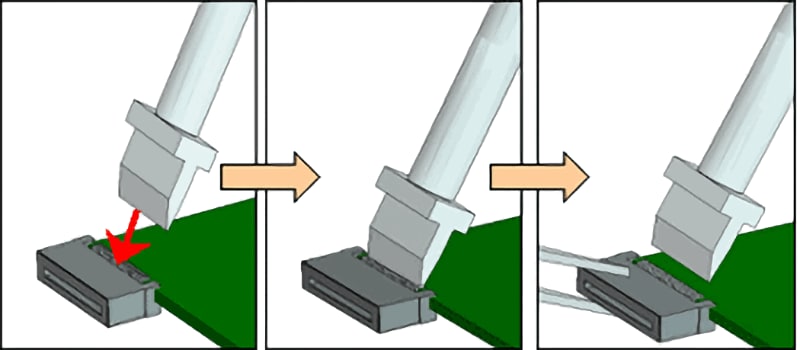
Kształt Spatula
Typ szpatułki podgrzewa wszystkie wyprowadzenia jednej strony układu scalonego lub złącza o znacznej szerokości w tym samym czasie.
Najlepiej nadaje się do kompresji termicznej FPC i lutowania na ekranowanej obudowie.
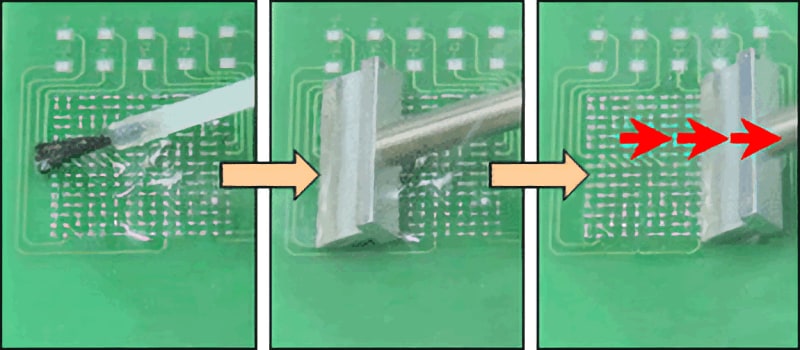
Czyszczenie wzoru powierzchni na BGA
1. Nałożyć topnik
2. Umieść końcówkę szpatułkową na P.W.B.
3. Narysuj końcówkę powoli
Obejrzyj wideo
Lutowanie złączy
1. Nałożyć topnik na przewody
2. Podgrzać złącze
3. Usunąć za pomocą pęsety lub podobnego narzędzia.














Leave a Comment